















在使用数控车床加工的过程中,我们经常会发现出现工件的大小头锥度,这严重影响了产品的精度。这种现象经常发生在工件从卡盘中伸出太长和材料硬度较大太硬的时候,也有可能是刀具的因素!
如何应对这种情况?
1、尽量使用圆角较小的刀具
2、使用活顶尖或多次开夹分段加工。
3、减少精车余量。
4、程序使用u补偿回来,如车长50的轴,先端20,尾端19.8递减过度锥度,可以G1U0.2Z-50.f0.1。
5.对于一定直径的相同长度的不规则大小波动,它可能是丝杠或者丝杠滚珠磨损也可能是铁屑、铜屑等落入导轨轨道所致。
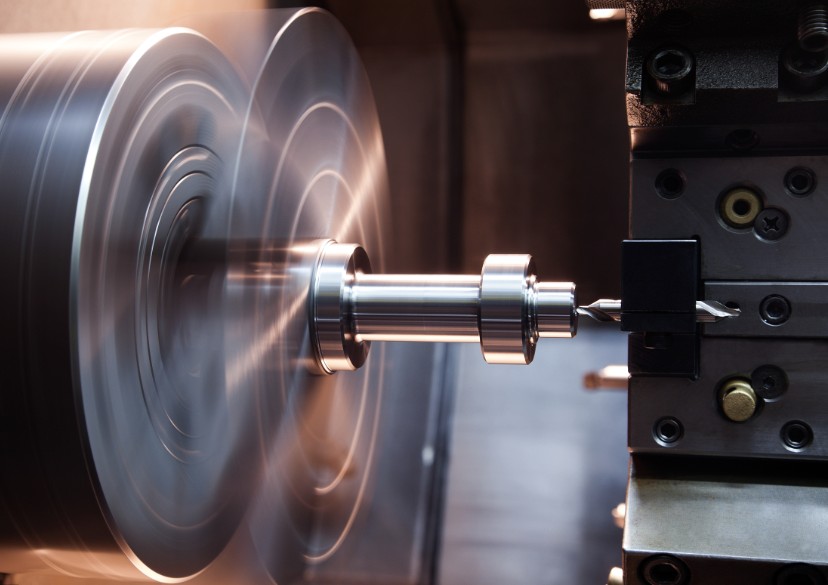
外径刀,内孔刀加工,圆度不够,我们一般称其为椭圆,这种情况一般是由于夹紧材料在旋转中跳动引起的以下原因造成的。
1、卡盘磨损或卡盘卡爪磨损,导致工件调动大,需要清理维修或者更换卡盘。
2、主轴鼻头,锥度磨损及污垢,需清洗或再磨。
3、材质较长,材质的尾部不固定,造成弹动抖动。
4、主轴轴承松动或轴承磨损需要更换。主轴轴承比较昂贵,需要仔细识别,以确定真正的轴承磨损。

总之,为了保证产品的质量,除了正确使用工具和工装,合理编程外,还要了解机器寿命的性能,良好的维护,如异常,一定不能让数控车床带病工作!
更多资讯
2023-01-17
2022-09-17
2022-09-09
2022-08-24
2022-08-11
2022-08-05






 15653996966
15653996966