



















暂无数据

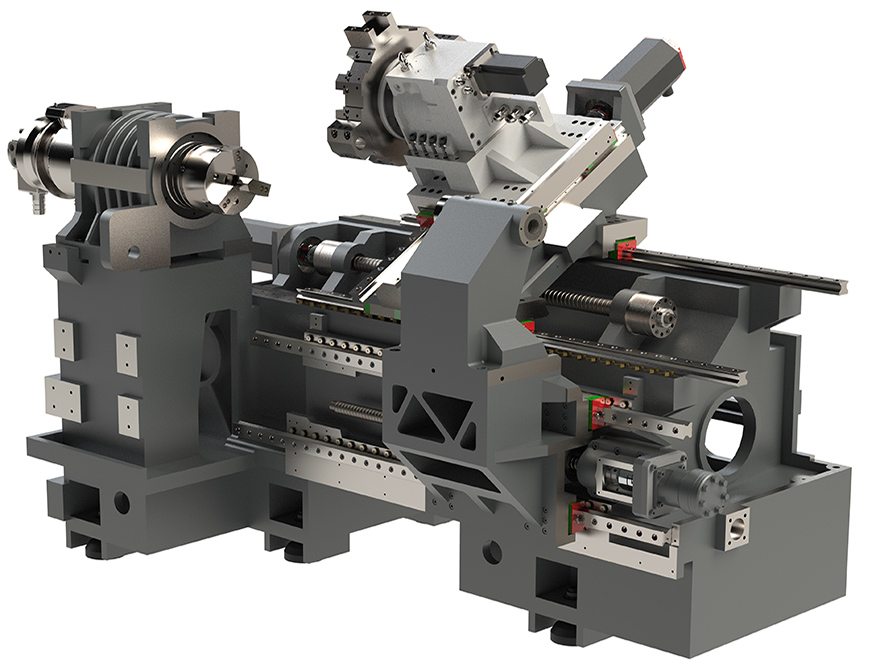
CTN400M车削中心
2、采用FEA技术对复杂工况分析,优化结构,保证机床的优异性能
3、对称式主轴箱结构,进口双列圆柱滚子轴承,精度更高
4、大规格滚柱导轨,专利传动技术,实现亚微米级重复定位精度
5、采用油脂润滑,润滑效果好,更加清洁环保
产品描述
CTN400系列是引进日本技术研发生产的一款高性能数控车削中心,依国产代替进口为目标,生产过程采用日本先进的装配工艺,同时,金星具有近60年机床制造经验,具有优异的精密零部件装配技术,这也是CTN400系列精益生产的基础。
CTN400系列数控车床通过采用先进的主轴结构、专利传动结构、FEA技术,实现机床高刚性、高稳定性设计,有效解决客户高速切削、高光洁度切削、精密切削的多种需求,可以广泛满足汽车、电子、家电、航空航天、模具、仪器仪表等各行业对中小型精密零件的高效率加工需求。
产品优势
床身结构:整体布局采用高刚性阶级式结构,形成30°整体斜床身,加大底部面积,提高机床在使用过程中的稳定性、高刚性;采用FEA技术对复杂工况分析,模拟分析模拟各种工况下的变化,现实复杂性和高刚性设计,优化结构,保证机床的优异性能
主轴:主轴采用高精度主轴结构,同时采前3后2高精度角接触球轴承,保证良好的加工精度和刚性。主轴电机采用低速大扭矩伺服电机并与主轴一体式连接,满足客户高速切削、强力切削、有色金属切削等需求,并大幅提升切削表面质量;主轴箱可选配主动式散热,优化主轴在使用过程中发热量较大的问题,实现高精度加工。
X/Z驱动:X/Z轴采用精密滚珠丝杠,并采用预拉伸双端固定安装,以降低热膨胀,从而提高机床的刚性、稳定性和精度,同时, X轴、Z轴均采用35滚柱导轨,有助于重切削,同时通过采用滚柱导轨,在实现高刚性、高速性、耐久性、长寿命的同时保证了重复高速定位,从而带来长期高可靠的加工和免护运行;X轴和Z轴的快移速度均为30m/min;
可程式尾座:尾座采用液压马达驱动,并配合到位检测、调压阀,实现了可程式精确定位及顶紧力调节。尾座推力可以根据需要调节,同时采用滚珠丝杠传动,实现最大限度的宽范围调节,有效缓解顶紧力过大造成的工件变形,保证了零件的加工精度;同时,可选配主轴式活顶尖、副主轴。
节能、环保方面:丝杠、导轨全部采用油脂润滑,减少了润滑油消耗,减少了对冷却液的污染,切削液寿命大大提高。全封闭的防护罩完全避免了切屑和烟尘的外溢,不会对工作环境造成污染。
机床精度标准
本机床所有零部件加工、装配成品质量符合产品图纸及相关技术要求,符合GB15760-2016《金属切削机床安全防护通用技术条件》的有关规定,符合GB/T16462.1-2023《数控车床和车削中心检验条件,第1部分:卧式机床几何精度检验》。
技术参数
| 类目 | 单位 | 参数 | |
| 加工范围 | 最大回转直径 | mm | Φ600 |
| 最大车削直径 | mm | Φ340 | |
| 最大铣削直径 | mm | Φ400 | |
| 最大加工长度 | mm | 车480/铣520 | |
| 主轴通孔直径 | mm | Φ56 | |
| 拉杆通孔直径 | mm | Φ46 | |
| 行程 | X轴行程 | mm | 225 |
| Z轴行程 | mm | 540 | |
| 主轴 | 主轴形式 | 机械 | |
| 额定输出功率 | kW | 7.5 | |
| 主轴端部形式 | A2-5 | ||
| 主轴转速 | rpm | 5500 | |
| 卡盘 | 6” | ||
| 刀塔 | 刀具容量 | 12 | |
| 车刀刀体尺寸 | mm | ⼞20×20 | |
| 最大镗刀直径 | mm | Φ25 | |
| 进给轴 | X轴快进速度 | m/min | 30 |
| Z轴快进速度 | m/min | 30 | |
| X/Z输出功率 | kW | 1.7 | |
| 精度 | X/Z定位精度 | mm | 0.006/0.008 |
| X/Z重复定位精度 | mm | 0.003/0.003 | |
| 尾座 | 尾座形式 | 液压可程式尾座 | |
| 尾座锥孔形式 | MT4 | ||
| 尾座最大移动量 | 435 | ||
| 其他 | 动力源(连续) | KVA | 18 |
| 长×宽×高 | mm | 2200×1900×2100 | |
| 机床净重 | Kg | 3800 | |
典型工件

专机定制
山东临沂金星机床有限公司原临沂机床厂,创建于1965年,是以研发、生产制造机电一体化数控机床产品和特色出口产品等为主营业务的国家级高新技术企业,具有年生产立式加工中心、数控铣床、数控车床、普通车床、车铣复合机床、平面磨床等万余台的综合生产能力,企业通过ISO9001国际质量体系认证,享有自营进出口经营权,为国家级专精特新小巨人企业、中国专利山东明星企业,拥有省级企业技术中心、省级一企一技术中心。
金星机床拥有多年专用机床制造经验,在通用数控机床基础上重新设计、工序集成,设计出差速器壳体专用机床、砂轮加工专用机床、曲轴加工专用机床、水表壳加工专用机床、航空插头专用机床和汽油机外壳倒角加工机床。生产效率提升的同时降低了人工成本。
欢迎来电咨询,售前工程师将竭诚为您服务。
相关机床



 15653996966
15653996966